具有核心竞争力的压滤机研发商、生产商 ——中原股权交易中心展示企业
热线电话:18937495552
具有核心竞争力的压滤机研发商、生产商 ——中原股权交易中心展示企业
热线电话:18937495552

1 快速隔膜压滤机的特点
(1)多端口进料: 进料速度快而均匀, 过滤周期短, 生产效率高, 减小了滤板内部发生差压的可能性, 延长了滤板使用寿命。
(2)多缸压紧: 滤板受力均匀合理, 密封性好, 不喷料。
(3)隔膜压榨: 二次压榨脱水, 滤饼含水率低, 成饼良好; 过滤周期缩短, 整机处理效率提高。
(4)分组拉开: 滤板分组卸料, 速度快, 作业时间短, 生产效率高。
(5)振动卸料: 解除了人工捅料的繁重劳动。
(6)自动化控制: 采用监控装置, 实现了全程自动化。 (7)优化设计: 占地少, 功耗小, 噪音低。 (8)人性化设计: 具有可靠的保护装置,操作便捷。
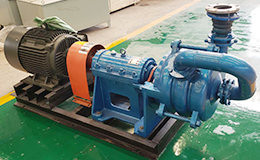
2 快速隔膜压滤机系统的构成
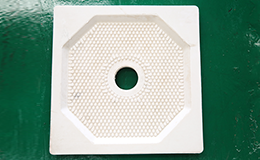
快速隔膜压滤机主要由机架部分、过滤部分、滤板移动机构、压紧部分、卸料机构、液压系统、电控系统组成。 机架主要由主梁、固定压板、后支架及辅助支撑部件组成; 过滤部分由压榨滤板组件和过滤滤板组件交替排列在主梁上, 在两种滤板的两面均覆盖着一层滤布, 形成一个个滤室; 滤板移动机构主要由液压马达、驱动链条构成; 压紧部分由活动油缸座、滑块组件组成; 卸料机构由两个振动油缸与固定在滤板上的摆杆组成; 液压系统包括油泵、液压控制元件、液压执行元件、高位油箱等; 电控系统由电控柜、压滤机机械动作行程开关、液压站油泵电机、电磁阀及料浆压缩空气管路电控阀门组成。
3 快速隔膜压滤机的工作原理 压滤机先通过驱动机构、链轮链条传动将滤板合拢, 过滤料浆在泵的作用下, 通过管道分别从固定压板中端、入料滤板和活动压板上端入料孔进入滤室, 在压力作用下, 排出液体, 固体颗粒则被滤布截留在腔室中。当滤饼形成后, 在压榨滤板与隔膜之间通入016 ~018MPa 的压缩空气, 使隔膜产生向滤饼方向挤压的弹性变形进行二次脱水。为防止入料管道中未过滤的料浆随滤饼进入输送系统, 再向管道中通入016~018MPa的压缩空气, 使未过滤的料浆返回到料浆沉淀池中。滤饼脱水完成后, 压紧油缸活塞杆缩回, 通过拉开机构中的液压马达带动链轮、链条移动,使所有滤板分三次拉开卸料。滤饼卸除后, 采用压力为013~015MPa的清水喷洗滤布。
4 应用过程中的故障分析及解决措施
液压站故障
(1)柱塞泵的噪音太大。解决措施: 一是检查泵的旋转方向。拆松连接泵出口的液压管与阀块连接的一端, 点动柱塞泵, 如无油或少油, 则倒换电机的任意两根线, 以使泵的旋转方向正确; 二是检查泵的轴承, 拆开泵体, 如果发现轴承散架或粘连, 则将其更换。
(2)柱塞泵启动过于频繁。一种可能是由于液压系统泄漏或高压段卸压阀设定太低, 如果液压管路接口漏油, 则更换密封圈; 如果压力表显示的高压段卸压阀压力不在规定范围,则按顺时针方向调高压力至规定范围。另一种可能是油缸的密封件损坏, 需及时更换。
(3)液压泵达不到需要的高压。 先检查液压站是否排气, 如果没有, 则及时排气; 二是检查液压站和油缸的管路接口, 看液压系统是否泄漏, 如果漏油, 则更换密封圈; 三是查看液压泵、液压阀或油缸密封件是否损坏, 有损坏时要及时进行修理或更换; 四是检查双级阀高压段的压力设定值, 如果太低或阀已损坏, 应依照液压连接图重新设定或修理阀门; 五是检查高压段的卸压设定值, 如果太低, 应依照液压连接图重新设定; 六是查看电磁阀是否损坏, 应予以更换; 七是由于整套滤板太短, 缺少滤板时, 应增添滤板或在压紧板和油缸活塞杆之间延长一段活塞杆。
(4)液压泵不能供油。一可能是液压站油箱的油位太低, 应加到规定油位; 二可能是液压泵的入口连接密封不紧, 应增紧密封装置; 三可能是活塞泵的活塞已损坏, 需更换活塞。
(5)液压泵的供油量不足。
一是油太稠, 应使用低粘度的液压油;
二是油泵电机的旋转方向错误, 应改变旋转方向;
三是液压泵的双级阀设置太低, 应调到5MPa;
四是泵已经磨损, 需更换泵;
五是液压站的卸压阀设定压力太低,应根据液压连接图重新设定卸压阀。
拉板系统故障
(1)无法拉开拉板。可能的原因有: ①光幕无信号: 检查是否有人在检修压滤机或线路是否断开, 如果有, 撤离人员或连接线路; ②驱动马达损坏: 检查马达是否磨损严重或内部油路被打通, 如果是, 则更换马达; ③限位开关损坏: 检查拉板上一个动作的限位开关是否亮, 如不亮,则更换限位开关; ④执行拉板动作的电磁换向阀损坏: 拆除液压阀上的电源头, 开启液压泵, 使液压阀吸合, 如不拉板, 则更换液压阀; ⑤电磁换向阀线圈损坏: 如在通电情况下液压阀正常,则说明线圈损坏, 需更换线圈。
(2)滤板不能移动到正确位置。原因有: ①滤板悬挂机构导轨太脏, 应清理导轨; ②拉板链条太松或太紧, 一般以用手下压后链条下垂不超过2cm为准; ③拉板机构缺乏润滑, 应加润滑油; ④液压系统压力不够, 应调到规定压力。